In the mid -1970s, engineers at the Dutch electronics company Philips felt they had developed just what the world had been waiting for. They called it the Laser -Vision videodisc. This is an optically scanned disc which gives an hour of colour video and sound. Unfortunately for Philips, the video disc arrived too late: too many people already had a video cassette recorder. Undismayed, the engineers continued their development, and in early 1979 Philips unveiled a trimmed down version of the videodisc, much smaller and containing sound only. It was called the compact disc.
Because of the very favourable reception of the compact disc system, Philips felt it had a new world standard to replace the conventional (and vulnerable) gramophone record. Wisely, it came to a joint agreement with Sony to perfect the system. The first compact disc player went on sale in Japan in late 1982, and in Britain six months later. At that time, a player cost around £500 and the discs about £10. Now, just over four and a half years later, a reasonably good player can be bought for under £200, and it is expected that prices will be under £100 by Christmas. The discs have, however, risen slightly in price to about £12-14.
![Some of the stages in the production of a compact disc.]() Fig. 1 - Some of the stages in the production of a compact disc.
Fig. 1 - Some of the stages in the production of a compact disc.
Production technique
The master (or blank) is made of a glass disc that is ground and polished to optical flatness-see Fig. 1. This is coated with a layer of photoresist, the thickness of which is controlled very accurately. The coating is oven - cured, after which the disc is ready for cutting. Strictly speak ing, the term "cutting" is incorrect, because the recording is created photographically, but because of some parallels with the production of a vinyl gramophone record, it has been retained.
Cutting is carried out by a continuously operating helium - neon (HeNe) laser, which is intensity -modulated by the audio signal via an acoustic modulator. In the absence of an audio signal, light can pass through the modulator, but with an audio input light is scattered. The laser travels from the centre of the disc to the outer as the master revolves. The rotational speed of the disc is reduced gradually in a way to ensure that the speed of the laser beam over the surface of the blank remains constant
The photoresist is then developed during which the unexposed areas are hardened. Subsequent etching removes the exposed areas, which has the effect of creating pits in the surface of the resist as shown in Fig. 3. These pits represent the digital information of the audio input.
The disc is then given a thin silver coating to make it electrically conductive. At this stage, it would be possible to produce a commercial compact disc from the master. However, to preserve the master, only a few (negative) copies, called "father" are made. From these, a number of (positive) intermediate copies, called "mother" are made, and these in turn produce a number of "sons" (negative). The sons are the dies used to stamp compact discs. Since there are an even number of processes, the compact disc is identical to the master.
![A bubble arises where the laser beam hits the surface of the coated glass disc.]() Fig. 2. A bubble arises where the laser beam hits the surface of the coated glass disc.
Fig. 2. A bubble arises where the laser beam hits the surface of the coated glass disc.
The compact disc is made of 1.2 mm thick polymethylmethacrylite, better known as Perspex, or of Makrolon, a polycarbonate plastic. The surface of the side of the CD that contains the audio information is then given a thin layer of aluminium, followed by a protective coating of laquer. The thickness of the aluminium layer is of the order of only 10 rim, while that of the laquer is about 5-10 pm. This side of the disc is called the label side, because the identifying label is printed or affixed here. The information is read from the disc by a laser at the underside, i.e., through the Perspex or Makrolon. The laser, therefore, sees the pits as bumps. A typical construction of a laser pick-up unit is shown in Fig. 4
Structure of the compact disc
Figure 5 gives a cross-sectional view of a compact disc. The lead-in track contains all the necessary information regarding the recorded music or speech. A total of some 20,000 tracks are contained within the 33 mm wide recording surface. The digital data are defined by the length of the pits and the distance between them. The length of the pits varies from 833 nm to 3.56 prn, their width is 500 nm, and their depth is 110 nm. The distance between two adjacent tracks is 1.6 pm. The disc contains some 7 x109 bits. At a constant linear velocity-CLV-of 1.2 ms-', the maximum playback time is 74 minutes.
![Typical construction of a laser pick-up unit]() Fig. 3. Typical construction of a laser pick-up unit.
Fig. 3. Typical construction of a laser pick-up unit.
The Perspex from which the disc base is made has a refractive index, n, of 1.46. The diameter of the laser beam when it enters the Perspex is 0.8 mm, but because of refraction this is reduced to 1.7 um at the recording surface-see Fig. 6. This small diameter is one of the reasons that, say, a dust particle of 0.5 mm does not affect the reproduction of the disc
Pits and bits
The pits and the reflective (aluminium) surface represent logic Os and Is respectively. When the laser beam is focused on a pit, ideally no light should be reflected. To achieve that, the depth of the pit, a, is approximately equal to 114n, where A is the wavelength of the laser light and n is the refractive index of the disc base.
![Structure of a compact disc]() Fig. 4. Structure of a compact disc.
Fig. 4. Structure of a compact disc.
![How the laser beam is focused onto the recording surface]() Fig. 5. How the laser beam is focused onto the recording surface.
Fig. 5. How the laser beam is focused onto the recording surface.
Since the diameter of the laser beam at the recording surface is 1.7 µm, and the width of a pit is 0.5 pm, some light is reflected from the pit. Because of the relationship between the depth of the pjt and the wavelength of the laser light, there will be a phase difference between light reflected from a pit and that reflected from the aluminium layer of 2414=180° (in an ideal case). This means that due to the interference effect the two reflected light beams will cancel one another. In practice, this cancellation will not be complete, however, but the reduction in the total reflected light is none the less sufficient to actuate the focusing detector unit. The reflected light is consequently modulated in a manner that depends on the length of the pit.
The optical system
The laser, optical system, and detector are contained in one unit as shown in Fig. 7. The collection and telescope lens assemblies focus the light emanating from the laser diode. The correction prisms shape this to an annular beam. This beam is deflected by a routeing mirror assembly to a polarizing beamsplitter and 1/4 plate assembly, where the plane of polarization is shifted by 90°. From there, the beam passes through the objective lens to the recording surface of the CD. The reflected light is taken from the objective lens, aligned parallel, and then falls onto the A/4 plate. The plane of polarization is again shifted 90°, after which the beamsplitter directs the beam to the focus error prism, from where it travels to the detector (photo -sensor).
Sampling frequency
The sampling frequency should be greater than twice the frequency of the highest audio frequency the system is required to process. Taking also the antialiasing requirement into account, a world-wide standard of 44.1 kHz was chosen. With a sampling frequency of 44.1 kHz, the upper audio frequency range must be limited to just above 20 kHz. Although this is considered satisfactory by many, there are also many who feel that this limitation is unacceptable. Since manufacturers of CD players can not change the agreed sampling frequency, they have developed a technique called digital filtering or oversampling. In oversampling, the original sampling frequency is seemingly doubled or even quadrupled by electronic means. In twice oversampling, there are 44,100 real samples coming off the disc, and a special electronic circuit adds a sample between each pair of real ones to give a total of 88,200 samples.
Disc production
At present, there are only a dozen or so CD producers in the western world and two in the USSR. Most of these made their name through gramophone record production and have been in existence for a long time.
![Cross-sectional view of a typical laser pick-up unit]() Fig. 6. Cross-sectional view of a typical laser pick-up unit.
Fig. 6. Cross-sectional view of a typical laser pick-up unit.
The largest CD producer is currently PolyGram, a subsidiary of Philips, with plants in Federal Germany and Britain. The first British company to produce CDs was Nimbus of Monmouth, which started in 1984. There is now also Thorn -EMI in Swindon. Since worldwide production at present amounts to only about 100 million per year, it is clear that with nearly 20 million CD players in use in the western world demand outstrips supply, which will keep the price of the disc high. It will take a year or so yet before supply will start catching up with demand: only then is there a likelihood of CD prices coming down from their present level.
The biggest bottleneck in production is the metallization of the disc with aluminium which ensures that the disc can be read by the laser in the player. Until recently, this was done in large chambers that hold hundreds of discs at a time. It takes about 15 minutes to create a vacuum in the chamber and another 10 minutes to deposit the aluminium. New machines from Balzer in Switzerland bring the cycling time down by more than a half. These evaporation chambers are held at a permanent vacuum. The discs are loaded at one end on a conveyor and passed through a series of bulkheads that create a pressure gradient from atmospheric to high vacuum and up to atmospheric again.
In spite of the strict clean -room procedures at CD production plants (in most the disc does not come into contact with humans until it has been given the protective lacquer coating: all previous operations are performed by robots), the rejection rate remains high at over 10% over the entire production process. It should, of course, be realized that this involves no fewer than 60 stages from tape mastering, through disc mastering, electroplating, pressing, metallization, and so on, to packaging.
An interesting aspect of the siting of a CD production plant is that the foundations must be very stable: deep rock is preferred, because its natural movement is not more than a few micrometres at very low frequency. This stability requirement becomes clear when it is realized that the track dimensions of the high density master discs are less than 1 micro - metre.
The CD video
During the preparation of this article, Philips, Sony, and a number of other Japanese manufacturers announced the CDV player. This type of player, whose commercial launch is planned for the coming autumn, can handle normal audio compact discs as well as the new CDV discs which hold 5 minutes of colour video as well as 20 minutes of sound only. It appears these manufacturers' intention to use CDV as a means of marketing pop music video clips. Polygram, Philips' subsidiary record, CD, and tape manufacturing plant in Federal Germany, is in full support of the new system, and claims that most of the world's large record companies have confirmed their backing. The video picture signal is recorded towards the outer edge of the disc, where it is easier to get a high tracking speed. Normally, a digital audio disc spins between 196 and 486 rev/min to give a constant linear velocity (laser tracking speed) of 1.2 m/s. This is too slow even for analogue video. The snag with the new system is that it is linked to TV standards, at least as far as the video section is concerned. For PAL CDV discs, with 25 pictures/s, the rotational speed varies from 1512 to 2250 rev/min, giving it a CLV of between 9.2 and 10.2 m/s. For NTSC video (30 pictures/s), the spinning speed will be 1815 to 2700 rev/min, resulting in a laser tracking speed of between 11 and 12 m/s.
Commercial aspects
During the 1980s, the audio equipment market in general grew moderately in size, but hardly at all in value. The exception was the CD player sector, which saw a boom towards the end of last year that continued into this year. An estimated 192,000 players were sold in November and December alone: a three -fold increase compared with the same months in 1985. If these new buyers follow their predecessors' purchasing patterns, the sale of CDs should rise quite sharply. Gramophone Magazine's CD survey showed that 69% of CD player owners own more than 20 discs. However, although compact discs offer hitherto unattainable quality, at nearly twice the price of LPs and cassettes they still appeal mainly to the serious music enthusiast.
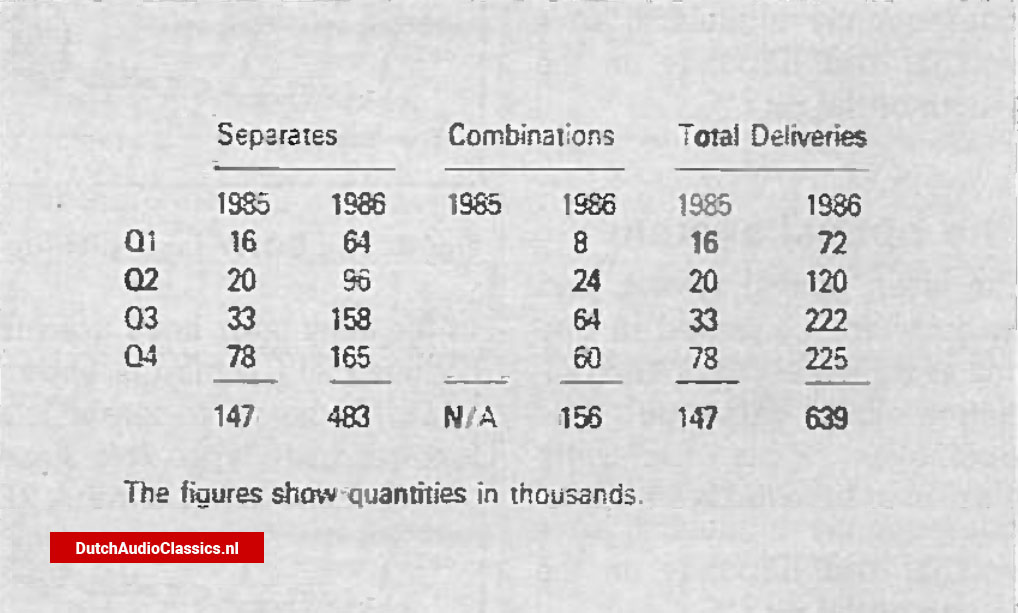
Figures just released by the British Radio & Electronic Equipment Manufacturers' Association (see Table) show that during last year CD player deliveries were at more than four times the level achieved in 1985. The major development in 1986 was the increasing availability of combination products, primarily CD music centres, which contributed to a high level of consumer interest. These products accounted for over one tenth of total music centre deliveries. The CD separates sector was very active and registered a more than three -fold increase over the 1985 results. These represent faster growth than that achieved by any other consumer electronic product.
![Figures released by the British Radio & Electronic Equipment Manufacturers' Association]() Figures released by the British Radio & Electronic Equipment Manufacturers' Association
Figures released by the British Radio & Electronic Equipment Manufacturers' Association
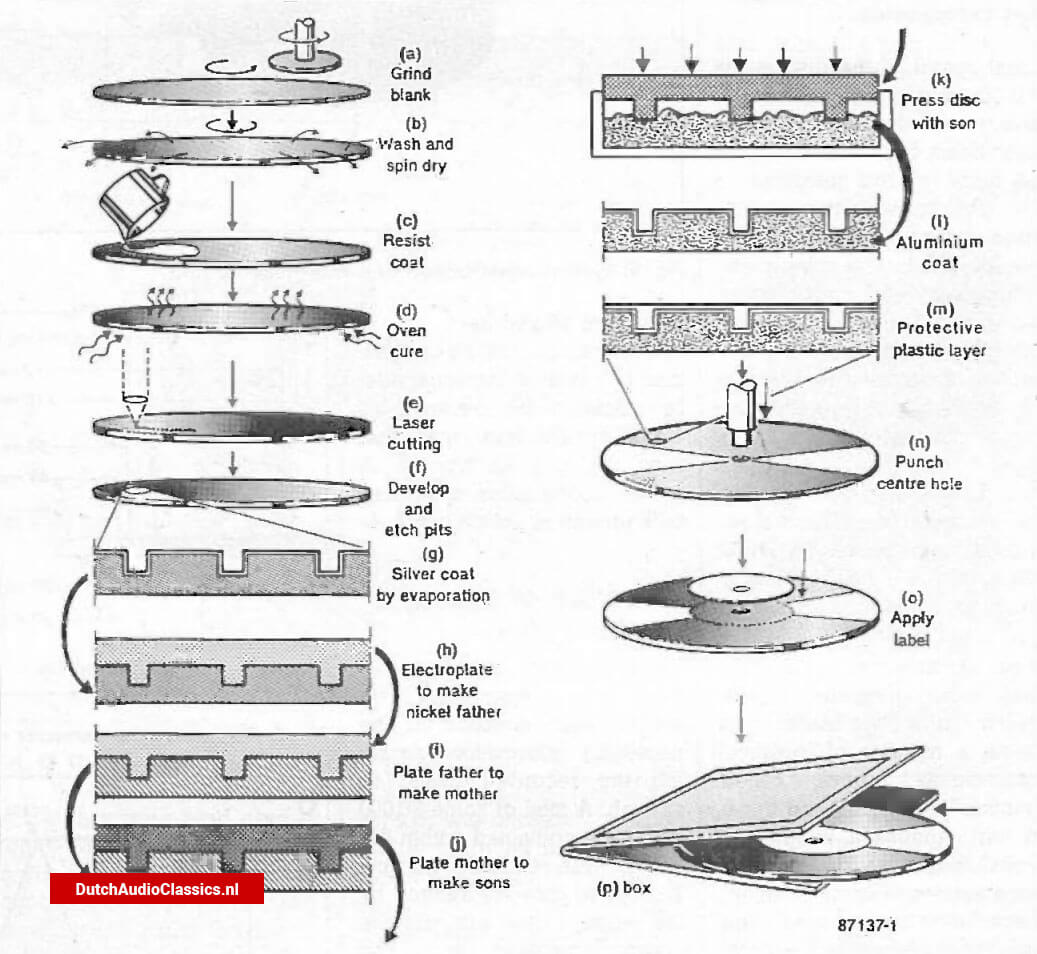 Fig. 1 - Some of the stages in the production of a compact disc.
Fig. 1 - Some of the stages in the production of a compact disc.
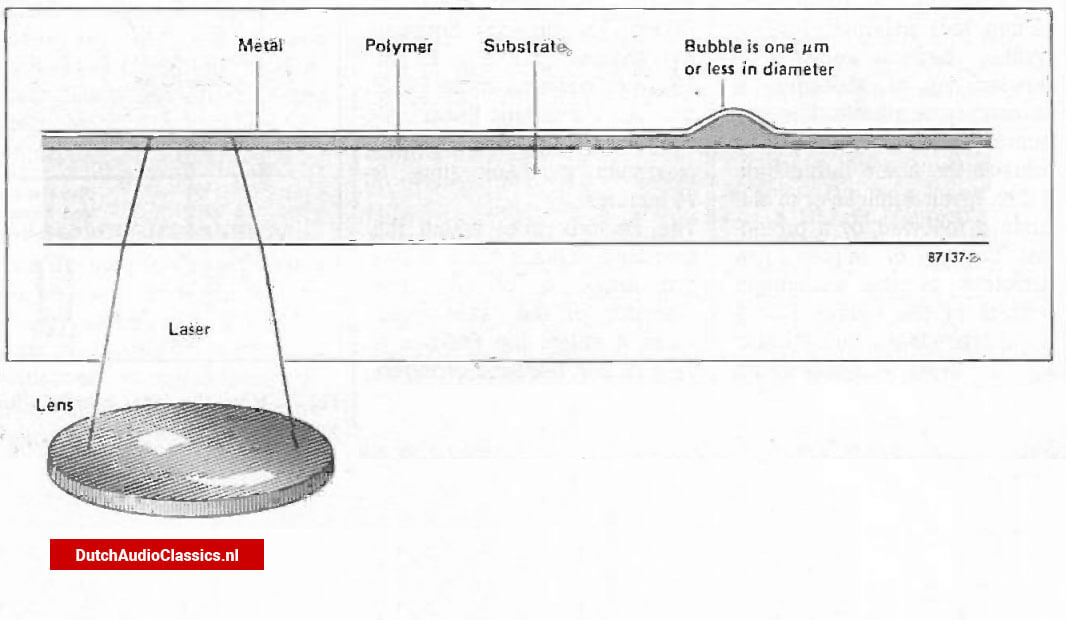 Fig. 2. A bubble arises where the laser beam hits the surface of the coated glass disc.
Fig. 2. A bubble arises where the laser beam hits the surface of the coated glass disc.
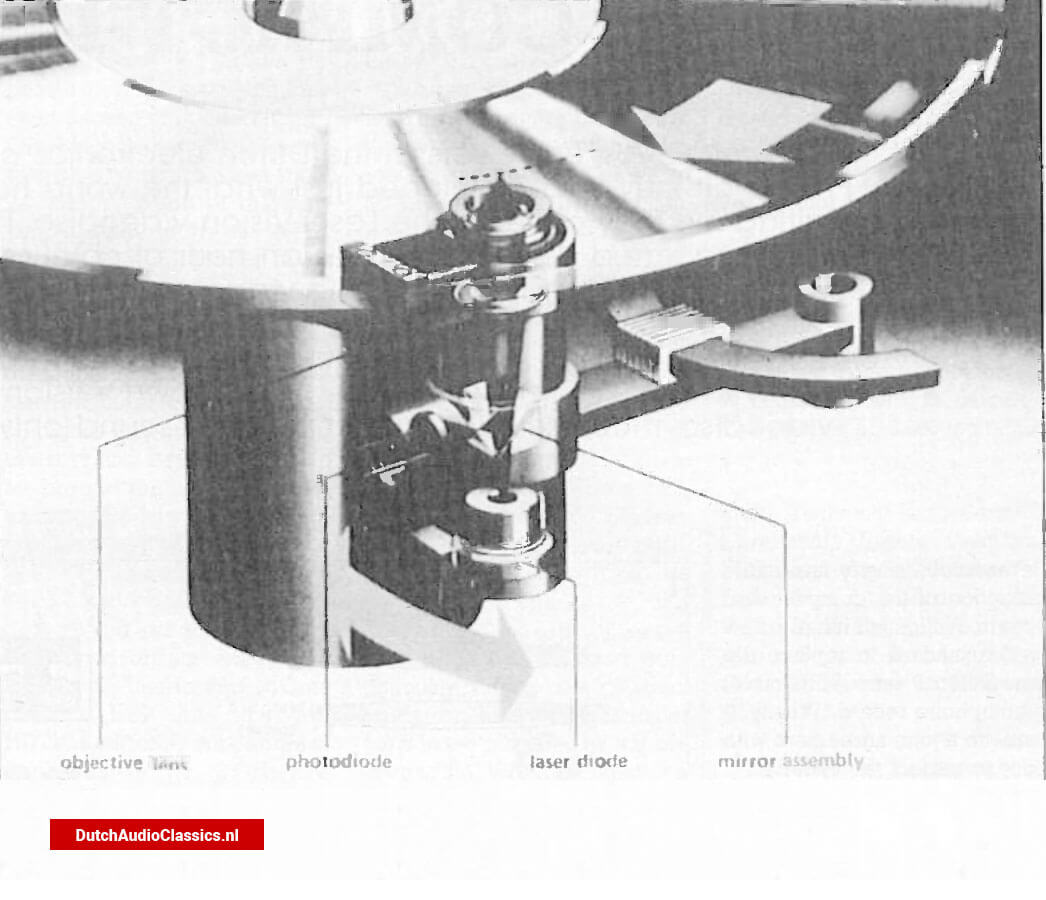 Fig. 3. Typical construction of a laser pick-up unit.
Fig. 3. Typical construction of a laser pick-up unit.
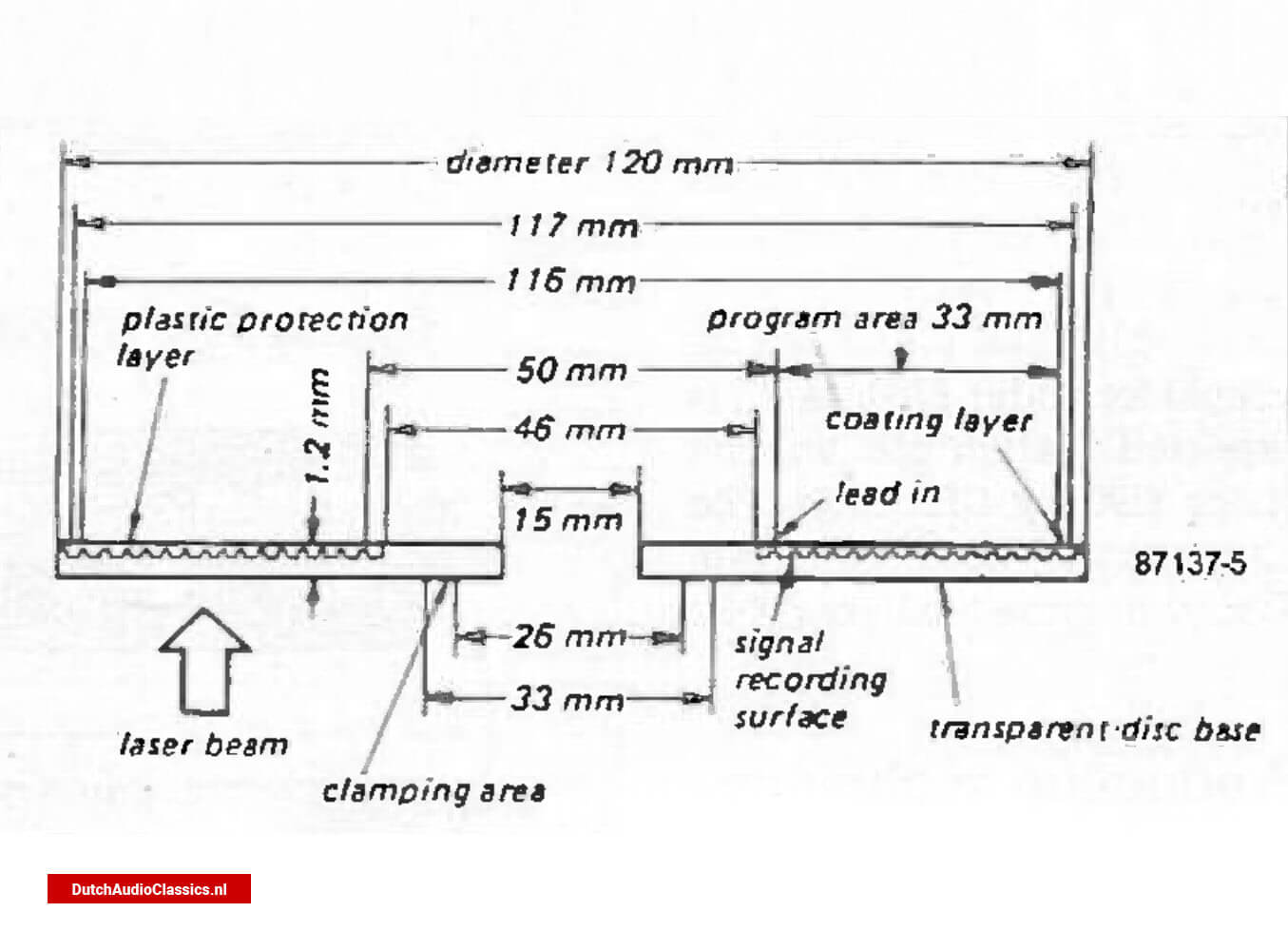 Fig. 4. Structure of a compact disc.
Fig. 4. Structure of a compact disc.
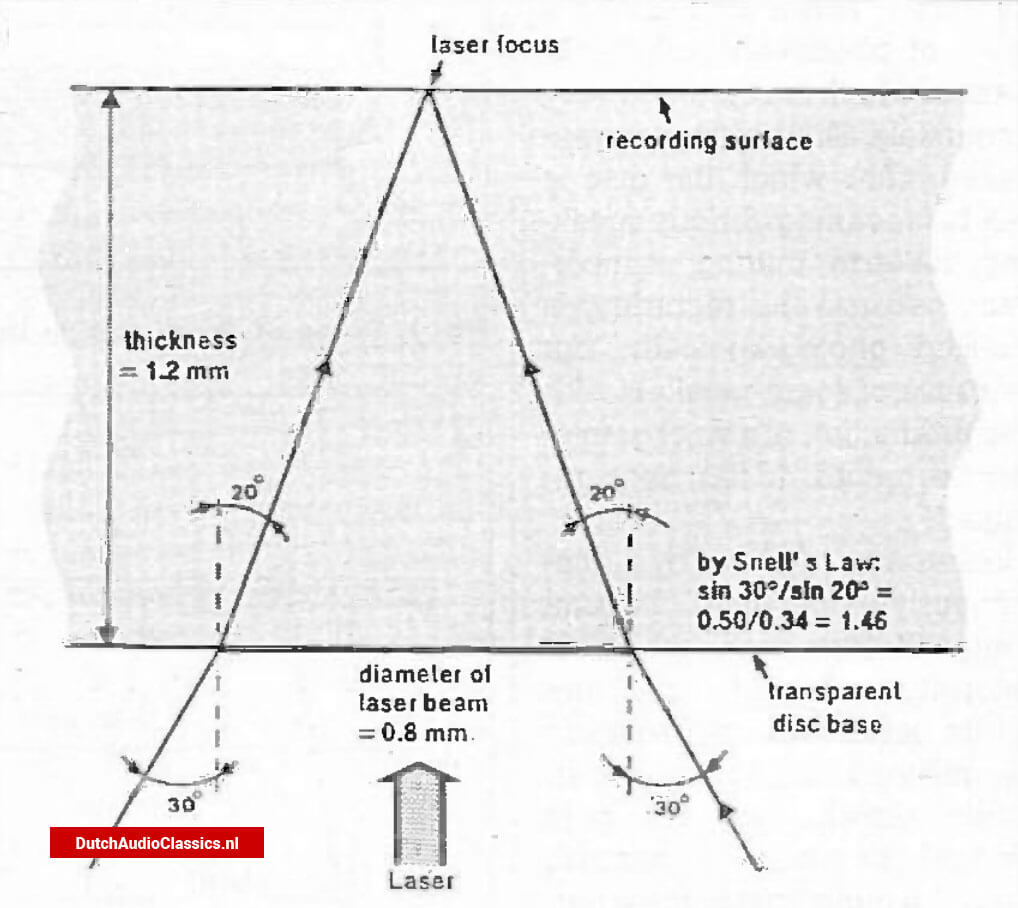 Fig. 5. How the laser beam is focused onto the recording surface.
Fig. 5. How the laser beam is focused onto the recording surface.
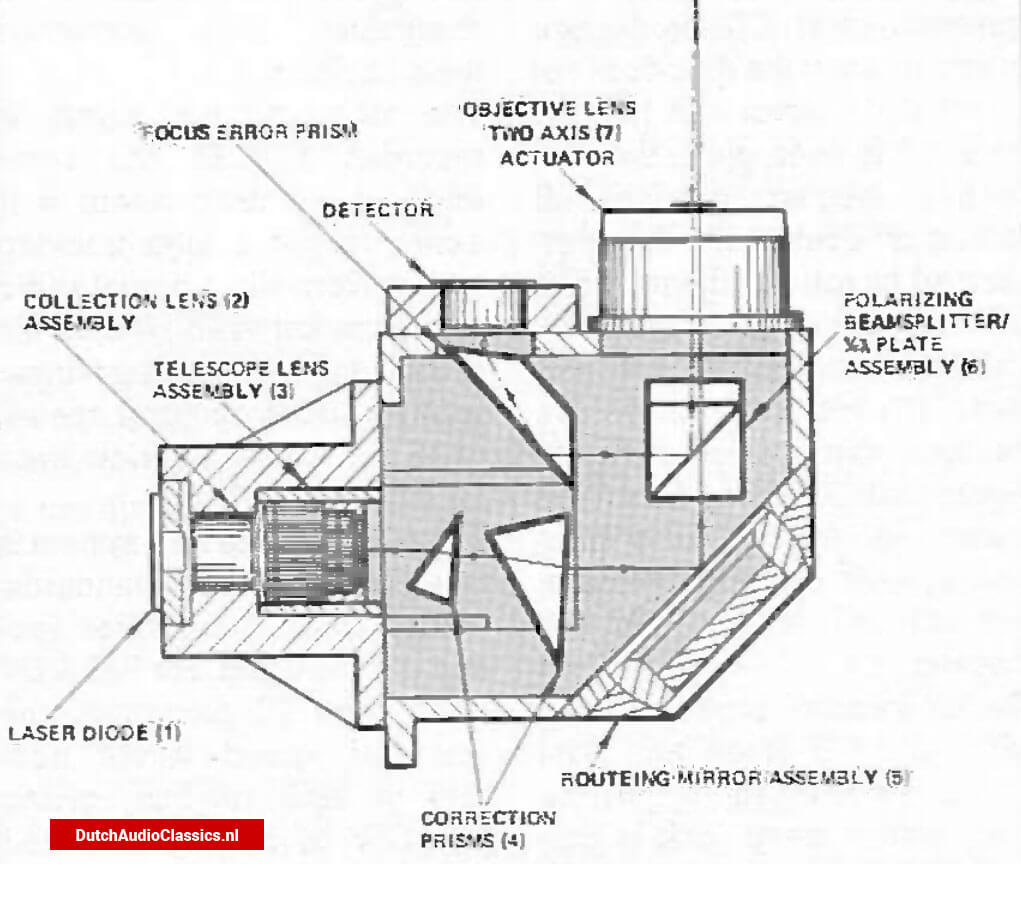 Fig. 6. Cross-sectional view of a typical laser pick-up unit.
Fig. 6. Cross-sectional view of a typical laser pick-up unit.
 Figures released by the British Radio & Electronic Equipment Manufacturers' Association
Figures released by the British Radio & Electronic Equipment Manufacturers' Association